МОДЕРНИЗАЦИЯ ПЕЧЕЙ РИФОРМИНГА, КАК СПОСОБ ПО-ВЫШЕНИЯ ПРОИЗВОДИТЕЛЬНОСТИ АГРЕГАТОВ АММИАКА
Важнейшую роль в производстве аммиака сегодня играет способ производства синтез-газа, то есть смеси водорода и оксида углерода.
В нашей стране, богатой запасами природного газа, он реализуется паро-углеводородной конверсией, то есть в результате взаимодействие водяного пара и метана при повышенных температурах.
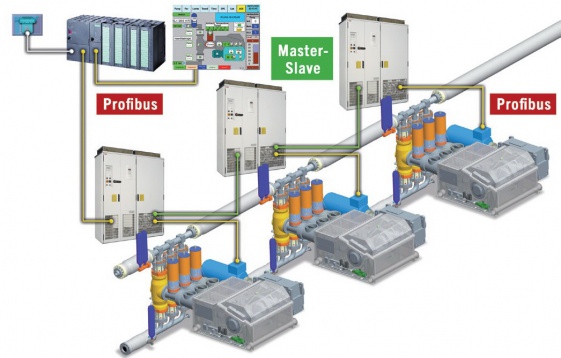
Промышленный процесс осуществляют в печах риформинга, в которых размещены сотни реакционных труб, заполненных никельсодержащим катализатором в виде гранул различных размеров и форм. В контактных аппаратах указанного типа необходимая для протекания химического процесса теплота передается из зоны сжигания топлива путем ее конвективного и излучательного переноса на внешние поверхности жаропрочных труб. Благодаря высокой теплопроводности металла труб тепло аккумулируется газовой фазой и гранулами катализатора. Температура последних, как правило, на 100 °С ниже (особенно в центральной части слоя катализатора), чем температура внутренней стенки трубы [Промышленный катализ в газохимии. Монография./ Под ред. д.т.н. С.В. Афанасьева. – Самара.: СНЦ РАН. 2018. – 160 с.].
Реализованный на агрегатах аммиака ПАО «ТОАЗ» более 40 лет назад промышленный способ производства синтез-газа с участием отечественных и зарубежных фирм выявил впоследствии следующие недостатки:
- необходимость поддержания более высокой температуры наружных стенок труб по сравнению с температурой слоя катализатора, что приводит к повышенному расходу энергоносителей и сокращению срока эксплуатации реакционных труб;
- выбор оптимальных размеров гранул катализатора зачастую вступал в противоречие с диаметром трубы, вследствие чего могли возникать неоднородности полей температур и скоростей газа по сечению труб;
- имели место повышенные расходные нормы по природному газу и значительные выбросы оксидов азота в атмосферу.
Для отнесения агрегатов аммиака в разряд промышленных установок с наилучшей доступной технологией необходимо было решить комплекс сложных задач.
В качестве первого шага был усовершенствован и запатентован узел подготовки природного газа, исключены из него энергозатратные стадии [Патент RU №87692. Линия подготовки природного газа в составе производства аммиака. Авторы С.В. Афанасьев и др.]. После выполнения указанного мероприятия совместно с ООО «НИАП-КАТАЛИЗАТОР» впервые в отечественной и зарубежной практике был апробирован перфорированный никельсодержащий катализатор НИАП-03-01Ш шаровой формы, отвечающий требованиям ТУ №2171–007–83940154–2011. Его использование при заполнении поставленных по импорту реакционных труб позволило повысить их производительность и снизить такой важный показатель, как перепад давления. Результаты проведённых исследований были также защищены патентом на изобретение [Пат. RU № 2357919. Способ получения синтез-газа, обогащенного водородом и монооксидом углерода, путем каталитического риформинга углеводородсодержащего сырья. Авторы С.В. Афанасьев и др.].
Проанализировав полученные данные, специалисты завода решили пойти дальше по пути более существенного наращивания мощностей агрегатов аммиака. Согласно проведённых технологических расчётов с участием ОАО «ГИАП» было установлено, что решением проблемы могло бы стать снижение толщины реакционных труб с 18 до 12 мм и увеличение за счёт этого их внутреннего диаметра с 89 до 101 мм.
Это иллюстрируется данными табл. 1.
Таблица №1. Расчётные параметры работы печи риформинга с реакционными трубами разного диаметра.
|
Производительность, тн/сутки |
1950–2000 |
1750–1800 |
1440 |
1440 (база) |
|
Внутренний диаметр трубы, мм |
101 |
101 |
101 |
89 |
|
Температура конвертированного газа, оС: |
||||
|
-в центре трубы |
718,5 |
721,1 |
732,1 |
732,9 |
|
-у стенки |
743,5 |
745,8 |
755,6 |
752,4 |
|
Линейная скорость, м/с: |
||||
|
-в центре трубы |
2,233 |
2,084 |
1,996 |
2,536 |
|
-у стенки |
2,288 |
2,126 |
2,002 |
2,549 |
|
Содержание метана в сухом газе на выходе из трубы, мол. % |
13,2557 |
12,1942 |
11,7262 |
12,6346 |
|
Соотношение пар:газ на выходе из реакционной трубы |
0,8831 |
0,8533 |
0,8009 |
0.8260 |
Согласно выполненным кинетическим и теплофизическим работам, установка в печи риформинга реакционных труб с внутренним диаметром в 101 мм позволит снизить температуру конвертированного газа и содержание остаточного метана, существенно повысить производительность установки по синтез-газу.
Использование предлагаемого технического решения улучшит также теплоперенос через стенку труб в печи риформинга и, как результат, снизит разность температур между их наружной поверхностью и выходящим синтез-газом. Одновременно с этим удастся уменьшить перепад давления по катализаторному слою, сократить расход топливного газа на проведение конверсии метана, увеличить выработку синтез-газа на агрегатах аммиака.
Сложность ситуации для реализации инновационного способа состояла в том, что используемые жаропрочные импортные сплавы имели недостаточный уровень предела прочности при температурах 850 – 900оС при рабочих давлениях до 50 атм и не гарантировали длительную и безопасную эксплуатацию труб на их основе с пониженной толщиной.
С внедрением собственного производства труб, получаемых методом центробежного литья, коллекторов и других комплектующих для печей риформинга на площадке ПАО «ТОАЗ» [Пат. RU №85844. Установка центробежного литья жаропрочных труб. Авторы С.В. Афанасьев и др.], были проведены обширные исследования в области материаловедения по созданию аустенитных сталей нового поколения.
Первой и весьма удачной разработкой учёных завода стал жаростойкий сплав ХН33БС (аустенит №1), включающий углерод, хром, никель, ниобий, церий, кремний, марганец, ванадий, титан, алюминий, вольфрам и железо при следующем соотношении компонентов, % мас.: углерод – 0,30÷0,40; хром – 20÷23; никель – 30÷33; ниобий – 1,0÷1,7; церий – 0.07÷0.11; кремний – 0.45÷0,95; марганец – 0.8÷1.45; ванадий – 0.0005÷0.15; титан – 0,0005÷0.15; алюминий – 0.005÷0.10; вольфрам – 0.05÷0.5; железо и примеси – остальное [Пат. RU № 2393260. Жаропрочный сплав. Авторы С.В. Афанасьев и др.].
Его испытание во ФГУП ЦНИИчермет подтвердили превосходства по физико-механическим показателям и пределу прочности в экстремальных условиях эксплуатации перед другими известными отечественными и зарубежными разработками.
Значение предела длительной прочности σB сплава ХН33БС при температуре 960оС за 100000 ч, полученное методом экстраполяции, составляет 17,4 Н/мм2. Это на 26% выше данных по жаропрочности известного сплава 45Х25Н35ВС. При 810оС и 1110оС величина данного показателя для ХН33БС равна 66 и 4,9 МПа, соответственно, что в 1,5 и 2 раза превосходит допустимые напряжения при эксплуатации [σ].
Значения длительной прочности и допустимого напряжения для аустенита-1 в широком интервале исследованных температур приведены в табл. 2.
Таблица № 2. Длительная прочность и допускаемое напряжение сплава ХН33БС при различных температурах для времени непрерывной эксплуатации 100 000 часов
|
Температура, оС |
Длительная прочность, МПа |
Допустимое напряжение, МПа |
|
460 |
399,1 |
266,1 |
|
560 |
272,0 |
181,3 |
|
660 |
170,4 |
113,6 |
|
760 |
94,2 |
62,8 |
|
860 |
43,0 |
28,7 |
|
960 |
17,4 |
11,6 |
Проведённые фундаментальные исследования аустенита-1 позволили создать широкий ассортимент новых сплавов с интерметаллидным упрочнением, рекомендованные к использованию в печах риформинга агрегатов аммиака и метанола, а также при проведении пиролизных процессов на нефтеперерабатывающих заводах.
Сегодня указанные разработки входят в международную базу патентов наряду с такими известными компаниями, как Шмидт и Клемменс.
Их широкое внедрение на семи агрегатах аммиака с использованием тонкостенных реакционных труб подтвердило расчётные данные, приведённые в табл. №1 и в [Пат. RU № 2535826. Способ получения синтез-газа паровой конверсией углеводородов. Авторы С.В. Афанасьев и др.].
Оно позволило форсировать и другие работы по техническому перевооружению действующих производств, довести суммарную годовую производительность до рекордной величины – три миллиона тонн аммиака.
Немаловажным обстоятельством является и то, что существенно сократились расходные нормы по природному газу как на четырёх агрегатах Кемико, так и на трёх типа АМ-76. Ощутимо уменьшилось и негативное воздействие входящих в их состав модернизированных печей риформинга на окружающую среду.
 Календарь событий
Календарь событий
 Версия PDF
Версия PDF